内蒙古某工业厂区污水处理面临严峻挑战,污水氨氮浓度高达5000 mg/L以上,处理压力巨大。 针对这一难题,善清环境为企业量身定制高效处理方案,成功将出水氨氮稳定控制至50 mg/L以下,各项指标均优于排放标准,以专业技术护航企业合规生产。

一、项目背景
内蒙古某工业厂区污水处理面临严峻挑战,污水氨氮浓度高达5000 mg/L以上,处理压力巨大。
针对这一难题,善清环境为企业量身定制高效处理方案,成功将出水氨氮稳定控制至50 mg/L以下,各项指标均优于排放标准,以专业技术护航企业合规生产。
二、进水水质
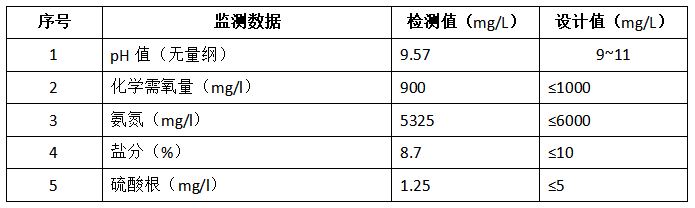
三、工艺流程图
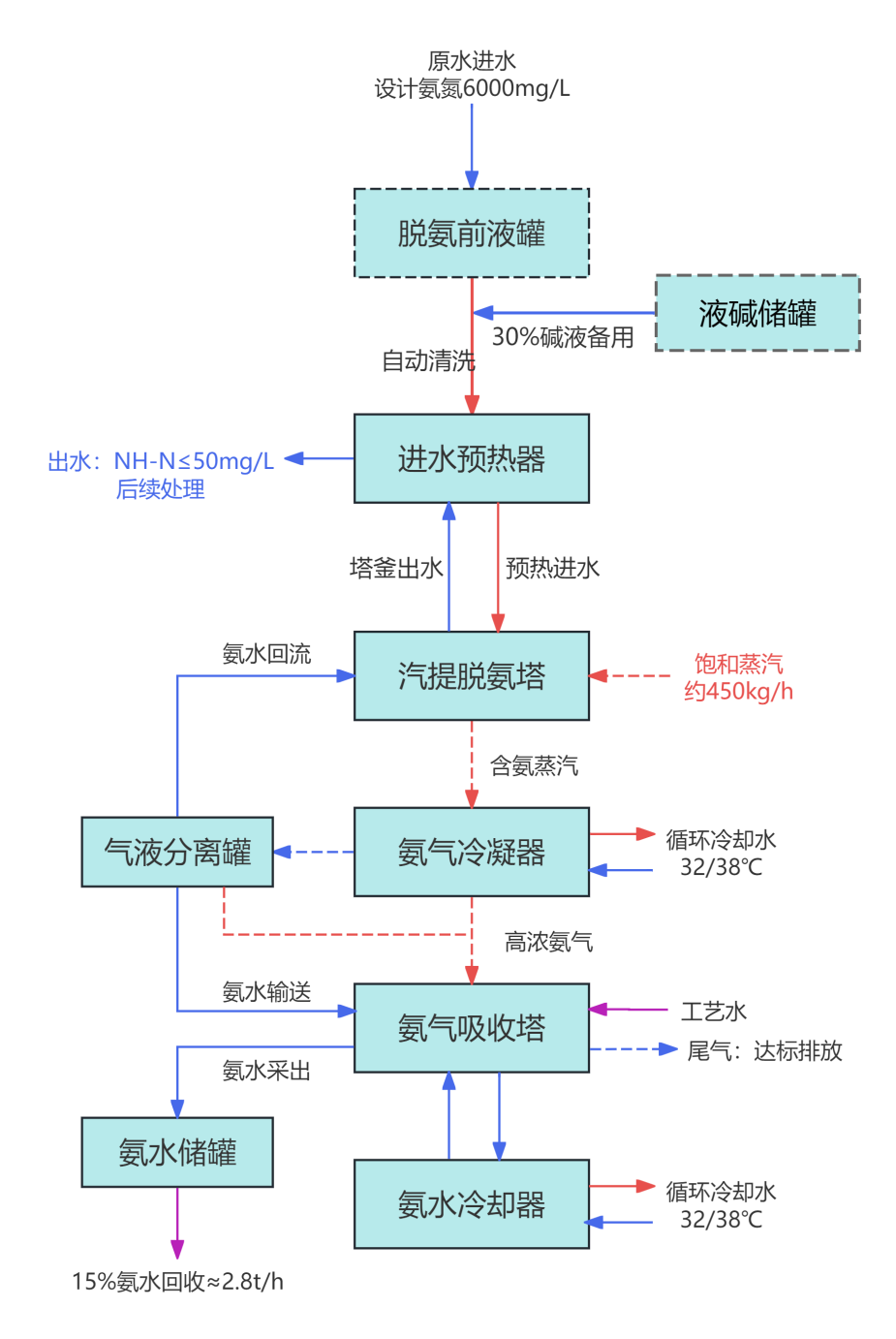
四、工艺流程说明
本系统装置的基本原理是蒸汽汽提法,是一种利用蒸汽将污水中的游离氨转变为氨气逸出的方法,即在高pH值时,使污水与气体密切接触,从而降低污水中氨浓度。
脱氨前液池污水经脱氨进水泵提升在管道混合器中加液碱调节pH≥11.5,在进水预热器与塔釜出水换热后进入汽提脱氨塔,含氨污水自塔中上部向下,与塔内蒸汽进行逆流接触,蒸汽与含氨污水在塔内进行传质传热,含氨污水中的氨氮被转换为氨气脱除,至塔底产生达标脱氨污水,通过塔釜出水泵经进水预热器与进水换热后排至后续处理系统。
塔顶富集高浓度含氨气体进入氨气冷凝器,氨气冷凝器冷凝下来的氨水经回流泵回流至汽提脱氨塔,提高塔顶氨气浓度。
氨气冷凝器和气液分离器内高浓度氨气被抽吸至负压吸收罐回收15%的氨水,氨水送至氨水储罐,负压吸收罐配套氨水冷却器,降低氨水温度,尾气达标后排放。
脱氨系统在负压条件下运行,降低操作压力和温度,从而节约蒸汽能耗,延长设备使用寿命。
五、工艺优势
工艺流程简单,占地面积小。
自动化程度高,运行维护方便。
核心塔器设备分离效率高、抗堵塞、不易结垢、操作弹性大。
蒸汽消耗量低,节省运行费用。
脱氨效率高,氨氮可实现资源化回收利用,无二次污染。
装备成熟,建设工期短,投资费用少。


